Dienstleistungen
Experte für Kleinserien-Spritzguss und Probespritzguss von technischen Kunststoffen
Flexibler Kunststoff-Spritzguss für Kleinserien und technische Anwendungen
Bei Tumag in Turnhout (Belgien) kombinieren wir umfassende Expertise im Kunststoff-Spritzguss mit fundiertem Know-how im Formenbau und in der Hochpräzisionsfertigung. Unsere Spritzgussmaschinen werden hauptsächlich für die Werkzeugvalidierung, das Probespritzgießen und die Prozessoptimierung eingesetzt. Dadurch können wir eine spezifische Nische optimal bedienen: den Kleinserien-Spritzguss.
Viele Produktionsunternehmen sind vollständig auf die Massenproduktion ausgerichtet. Kleine Serien, Testproduktionen oder Produktvalidierungen lassen sich daher oft nur schwer in bestehende Produktionslinien integrieren. Tumag bietet hierfür eine effiziente Lösung. Wir fertigen Kleinserien von Kunststoffteilen und führen Probespritzguss von Formen durch, ohne Ihre eigene Produktionsplanung zu stören.
Unternehmen entscheiden sich für Tumag, wenn sie:
- kleine Serien von Kunststoffteilen benötigen.
- eine neue Form durch professionelles Probespritzgießen testen möchten.
- hochwertige technische Kunststoffe verarbeiten möchten.
- ihre Produktion auf großserienmäßigen Spritzguss vorbereiten möchten.
Spezialist für Kleinserien-Spritzguss: von 50 bis 10.000 Stück
Tumag ist auf den Kleinserien-Spritzguss von technischen Kunststoffkomponenten spezialisiert. Typische Produktionsserien liegen zwischen 50 und 10.000 Stück, aber je nach Projekt können wir auch größere Stückzahlen fertigen.
Für viele Unternehmen stellt diese Art der Produktion eine logistische Herausforderung dar. Spritzgusslinien sind in der Regel auf Millionenauflagen optimiert, wodurch kleine Aufträge ineffizient oder störend sind.
Durch die Auslagerung dieser Produktion an einen spezialisierten Partner wie Tumag können Unternehmen ihre eigene Produktionskapazität optimal für die Massenproduktion nutzen, während kleine Aufträge und Testserien perfekt beherrschbar bleiben.
Unsere Spritzgusskapazität wird unter anderem eingesetzt für:
- Nullserien während der kritischen Phase der Produktentwicklung.
- Vorserien zur Validierung vor der eigentlichen Serienproduktion.
- kleine, spezialisierte Produktionsaufträge.
- temporäre Überbrückung von Produktionskapazität.
- Vorlagerhaltung vor der Serienproduktion

Verarbeitung von hochwertigen technischen Kunststoffen und Hochleistungspolymeren
Neben dem klassischen Kunststoff-Spritzguss ist Tumag auf die Verarbeitung von Hochleistungs-Kunststoffen spezialisiert. Diese Materialien werden in Branchen wie der High-Tech-Industrie, der Medizintechnik und der Luftfahrtindustrie eingesetzt, in denen Standardkunststoffe hinsichtlich ihrer mechanischen Eigenschaften nicht ausreichen.
Die Verarbeitung dieser komplexen Kunststoffe erfordert spezifisches Know-how über das Materialverhalten (wie Schrumpfung und Fließverhalten), das Formendesign und präzise Prozesseinstellungen. Dank unserer doppelten Expertise im Spritzguss und im Formenbau gewährleisten wir eine zuverlässige Verarbeitung von:
- Polyamidimid (PAI) und PEEK: für extreme Temperaturbeständigkeit.
- Liquid Crystal Polymer (LCP): für sehr dünnwandige, komplexe Bauteile.
- PPSU, COC, PPS und PEI: für spezifische chemische oder medizinische Beständigkeit.
- PA 4.6 und PA 6.6: für mechanisch hochbelastete Bauteile.
Selbstverständlich verarbeiten wir auch gängige Thermoplaste wie PP, PA, ABS und PC.

Spritzguss von faserverstärkten Kunststoffen (Composites)
Faserverstärkte Kunststoffe stellen keine eigene chemische Kategorie dar. Sie entstehen durch die Zugabe von Fasern – wie Glasfasern (GF) oder Kohlenstofffasern (CF) – zu bestehenden Basiskunststoffen.
Ein bekanntes Beispiel ist PA6-GF30 → Polyamid 6 mit 30 % Glasfaser
Durch diese Kombination werden die Eigenschaften des Basismaterials deutlich verbessert:
-
Höhere Steifigkeit
-
Höhere Zugfestigkeit
-
Bessere Temperaturbeständigkeit
Dank dieser Verbesserungen können faserverstärkte Kunststoffe:
-
die Leistungsfähigkeit teurer, hochwertiger Kunststoffe annähern
-
In manchen Anwendungen sogar Metall ersetzen
Welche Kunststoffe können Sie bei Tumag verarbeiten?
Nachfolgend finden Sie einige Listen von Kunststoffen mit ihren wichtigsten Materialeigenschaften, die wir bei Tumag verarbeiten können.
Kategorie 3: Hochleistungskunststoffe
Extreme Temperaturbeständigkeit, chemische Inertheit, ersetzt häufig Metall.
| Abkürzung | Vollständiger Name | Wichtigste Eigenschaften | Verarbeitungstemperatur |
|---|---|---|---|
| PEEK | Polyetheretherketon | Extreme Hitzebeständigkeit, chemische Beständigkeit, sehr hohe Festigkeit. | 350°C – 400°C |
| PEI | Polyetherimid | Ausgezeichnete dielektrische Eigenschaften, flammhemmend. | 340°C – 400°C |
| PPSU | Polyphenylsulfon | Schlagzäh, beständig gegen wiederholte Sterilisation (medizinisch). | 360°C – 390°C |
| PAI | Polyamidimid | Höchste Festigkeit bei hohen Temperaturen, extrem verschleißfest. | 330°C – 360°C |
| LCP | Liquid Crystal Polymer | Sehr niedrige Viskosität (ideal für dünnwandige Bauteile), sehr gutes Fließverhalten. | 280°C – 350°C |
| PPS | Polyphenylensulfid | Hohe Steifigkeit, sehr gute chemische Beständigkeit. | 300°C – 340°C |
| PTFE | Polytetrafluorethylen (Teflon) | Extrem niedrige Reibung, chemisch inert, antihaftend. | 360°C – 390°C (Sintern) |
Kategorie 2: Technische Kunststoffe
Gute mechanische Festigkeit, Maßhaltigkeit und Langlebigkeit.
| Abkürzung | Vollständiger Name | Wichtigste Eigenschaften | Verarbeitungstemperatur |
|---|---|---|---|
| PC | Polycarbonat | Kristallklar, sehr hohe Schlagzähigkeit (bruchfest). | 270°C – 320°C |
| PA 4.6 / 6.6 | Polyamid (Nylon) | Hohe mechanische Belastbarkeit, Zähigkeit und Verschleißfestigkeit. | 260°C – 310°C |
| PA (6) | Polyamid 6 | Gute Balance zwischen Festigkeit und Preis, vielseitig einsetzbar. | 230°C – 280°C |
| POM | Polyoxymethylen (Delrin) | Sehr maßstabil, geringer Reibungswiderstand (ideal für Zahnräder). | 190°C – 230°C |
| ABS | Acrylnitril-Butadien-Styrol | Gute Schlagzähigkeit, leicht zu bearbeiten und zu lackieren (Gehäuse). | 200°C – 250°C |
| COC | Cyclisches Olefin-Copolymer | Optisch sehr transparent, biokompatibel, feuchtigkeitsbeständig. | 230°C – 300°C |
| PET | Polyethylenterephthalat | Sehr fest und maßstabil (neben Flaschen auch häufig in Fasern und Folien verwendet). | 250°C – 290°C |
Kategorie 1: Standardkunststoffe (Commodity Plastics)
Massenproduktion, niedrige Kosten, geringere Hitzebeständigkeit.
| Abkürzung | Vollständiger Name | Wichtigste Eigenschaften | Verarbeitungstemperatur |
|---|---|---|---|
| PP | Polypropylen | Leicht, relativ chemisch beständig, „Filmscharnier“ möglich. | 200°C – 260°C |
| PE | Polyethylen (HDPE/LDPE) | Sehr kostengünstig, zäh, schlagfest, flexibel bei niedrigen Temperaturen. | 160°C – 240°C |
| PVC | Polyvinylchlorid | Sehr kostengünstig, von Natur aus flammhemmend (Rohre, Profile). | 160°C – 210°C |
| PS | Polystyrol | Kostengünstig, spröde, sehr transparent (häufig in Einwegprodukten und Verpackungen verwendet). | 180°C – 250°C |
Faserverstärkte Kunststoffe
| Abkürzung | Basismaterial + Verstärkung | Wichtigste Eigenschaften | Verarbeitungstemperatur |
|---|---|---|---|
| PA6-GF30 | Polyamid 6 + 30 % Glasfaser | Der Industriestandard. Sehr hohe Steifigkeit, kriechbeständig, weit verbreitet in der Automobilindustrie (z. B. Motorabdeckungen). | 250°C – 290°C |
| PA66-GF30 | Polyamid 6.6 + 30 % Glasfaser | Noch höhere Temperaturbeständigkeit und mechanische Festigkeit als PA6-GF30, ausgezeichnete Verschleißfestigkeit. | 280°C – 310°C |
| PP-GF30 | Polypropylen + 30 % Glasfaser | Leicht, chemisch beständig, deutlich steifer als Standard-PP und deutlich günstiger als PA-Composite. | 220°C – 270°C |
| PC-GF20 | Polycarbonat + 20 % Glasfaser | Sehr hohe Maßhaltigkeit, steif, deutlich geringeres Schrumpfen. Hinweis: Die typische Transparenz von Standard-PC geht dabei verloren. | 300°C – 330°C |
| PEEK-CF30 | PEEK + 30 % Kohlenstofffaser | Extremes Festigkeits-Gewichts-Verhältnis, flammhemmend, elektrisch leitfähig, höchste thermische und mechanische Leistungsfähigkeit (ersetzt häufig Metall in der Luftfahrt). | 360°C – 400°C |
| ABS-CF20 | ABS + 20 % Kohlenstofffaser | Erhöhte Steifigkeit, leichter als glasfaserverstärkte Varianten, gute antistatische Eigenschaften (häufig für ESD-sichere Gehäuse eingesetzt). | 220°C – 260°C |
| POM-GF25 | Polyoxymethylen + 25 % Glasfaser | Hohe Steifigkeit kombiniert mit der von Natur aus guten Verschleißfestigkeit von POM. Häufig verwendet für steife, technische Präzisionsbauteile. | 200°C – 230°C |

Probespritzguss und Werkzeugvalidierung
Ein wesentlicher Bestandteil unserer Dienstleistungen ist das Probespritzgießen von Formen. Neue Werkzeuge müssen umfassend validiert werden, bevor sie tausende Stunden in der Produktion laufen. Beim Probespritzgießen analysieren wir alle Parameter des Spritzgussprozesses, um zu verstehen, wie sich das Material verhält und wo Optimierungen erforderlich sind. Während dieser Validierungstests untersuchen wir:
- Füllverhalten: Wie fließt der Kunststoff in die Kavitäten der Form?
- Prozessstabilität: Ist die Produktion über einen längeren Zeitraum konstant?
- Produktqualität: Entsprechen Maße und Oberflächenqualität den Spezifikationen?
- Werkzeugoptimierung: Welche Anpassungen erhöhen die Ausbringung oder Lebensdauer?
Wir testen sowohl intern entwickelte Formen als auch externe Kundenwerkzeuge. Unsere Inhouse-Expertise in der Werkzeugwartung ermöglicht es, notwendige Korrekturen direkt umzusetzen, was die Time-to-Market erheblich verkürzt.
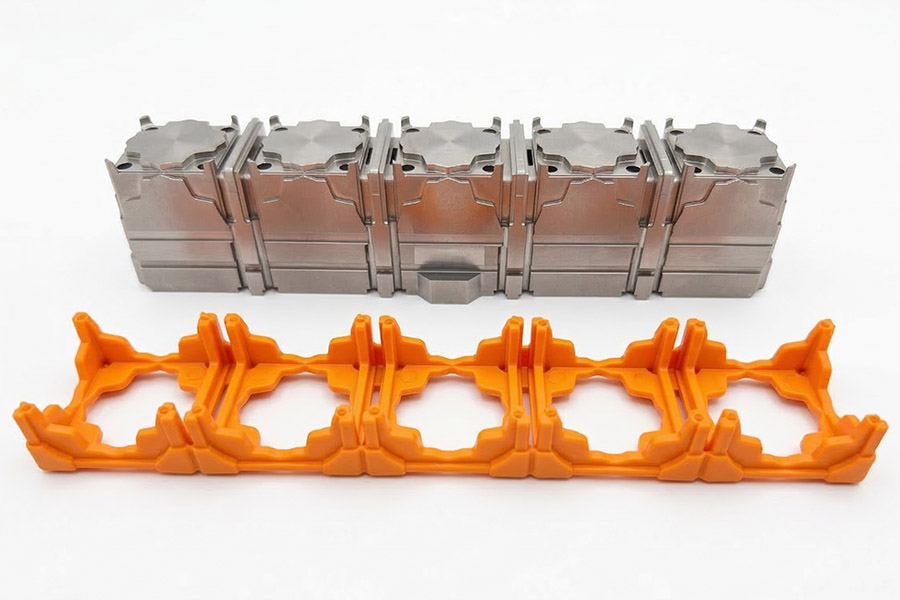
Technische Innovation mit Tumag FlexMould
Unsere Spritzgussabteilung verfügt über moderne Maschinen (35 bis 200 Tonnen Schließkraft) und flexible Systeme. Ein entscheidender Vorteil für unsere Kunden ist das Tumag FlexMould-Werkzeugsystem.
Warum FlexMould wählen? Dieses innovative System ermöglicht es, verschiedene Produktvarianten oder Prototypen mit nur einer Grundstruktur des Werkzeugs herzustellen. Anstatt für jedes Bauteil ein vollständiges Werkzeug zu bauen, müssen lediglich die formgebenden Einsätze angepasst werden. Dies führt zu:
- Geringere Investitionskosten pro Produktvariante.
- Kürzere Durchlaufzeiten bei Konstruktionsänderungen.
- Effiziente Validierung verschiedener Geometrien.
Darüber hinaus bieten wir fortschrittliche Technologien wie das 2K-Spritzgießen (Zwei-Komponenten) sowie hochpräzises Spritzgießen mit sehr geringem Schussvolumen für Mikrobauteile.
Häufig gestellte Fragen zum Spritzgießen (FAQ)
Was ist die Mindestbestellmenge für Kleinserien-Spritzguss bei Tumag?
Obwohl wir flexibel sind, beginnen unsere Serien in der Regel ab etwa 50 Stück. Unsere Expertise liegt im Bereich von 50 bis 10.000 Bauteilen, wobei Präzision und technische Kunststoffe im Mittelpunkt stehen.
Welche Vorteile bietet das Probespritzgießen für mein Unternehmen?
Das Probespritzgießen verhindert kostspielige Fehler in der Serienproduktion. Durch die vorherige Validierung Ihres Werkzeugs bei uns optimieren wir die Prozessparameter und Werkzeugeinstellungen, sodass Ihre eigenen Produktionslinien direkt mit voller Geschwindigkeit und minimalem Ausschuss starten können.
Kann Tumag auch mit Hochleistungskunststoffen wie PEEK oder PAI umgehen?
Ja, wir sind auf Hochleistungspolymere (technische Kunststoffe) spezialisiert. Diese Materialien erfordern höhere Verarbeitungstemperaturen und spezifisches Werkzeug-Know-how, wofür unsere Anlagen und Experten vollständig ausgestattet sind.
Wie hilft das FlexMould-System dabei, die Kosten zu senken?
Mit FlexMould müssen Sie nicht für jedes neue Bauteil ein komplettes Werkzeug fertigen lassen. Durch die Verwendung eines universellen Grundsystems und den Austausch lediglich der Einsätze sparen Sie erheblich an Werkzeugkosten und Entwicklungszeit.
Bieten Sie auch 2K-Spritzgießen (Zweikomponenten-Spritzgießen) für Kleinserien an?
Selbstverständlich. Unsere Maschinen sind für das 2K-Spritzgießen geeignet, bei dem zwei unterschiedliche Kunststoffe oder Farben in einem Prozessschritt kombiniert werden. Dies ist ideal für komplexe technische Bauteile, die beispielsweise einen harten Kern und eine weiche Oberfläche (Overmolding) erfordern.